


Stålrør for bildeler / SCM420H SCM440H SCM435 biler stålrør
Egenskaper
Materialklasse:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C etc.
Overflatebehandling:
1.Bared
2. Svartmalt (lakkbelegg)
3.Galvanisert
4. Oljet
5.Ifølge kunder.
JIS G3445 presisjonsstålrør brukes hovedsakelig i bil- og presisjonsmaskineri deler for biler og sylindere.trykkbruk, og også for transport av damp-, vann-, gassrørledninger.
Kjemisk oppbygning
| Karakter | Betegnelse | Enhet (%) | ||||||
| C | Si | Mn | P | S | Nb eller V | |||
| 11. klasse | A | STKM 11A | 0,12 maks. | 0,35 maks. | 0,60 maks. | 0,040 maks. | 0,040 maks. | - |
| 12. klasse | A | STKM 12A | 0,20 maks. | 0,35 maks. | 0,6 maks. | 0,04 maks. | 0,04 maks. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| 13. klasse | A | STKM 13A | 0,25 maks. | 0,35 maks. | 0,30~0,90 | 0,040 maks. | 0,040 maks. | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| 14. klasse | A | STKM 14A | 0,30 maks. | 0,35 maks. | 0,30~1,00 | 0,040 maks. | 0,040 maks. | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| 15. klasse | A | STKM 15A | 0,25~0,35 | 0,35 maks. | 0,30~1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 15C | |||||||
| 16. klasse | A | STKM 16A | 0,35~0,45 | 0,40 maks. | 0,40~1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 16C | |||||||
| 17. klasse | A | STKM 17A | 0,45~0,55 | 0,40 maks. | 0,40~1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 17C | |||||||
| 18. klasse | A | STKM 18A | 0,18 maks. | 0,55 maks. | 1,50 maks. | 0,040 maks. | 0,040 maks. | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| 19. klasse | A | STKM 19A | 0,25 maks. | 0,55 maks. | 1,50 maks. | 0,040 maks. | 0,040 maks. | - |
| C | STKM 19C | |||||||
| 20. klasse | A | STKM 20A | 0,25 maks. | 0,55 maks. | 1,60 maks. | 0,040 maks. | 0,040 maks. | 0,15 maks |
Mekaniske egenskaper
| Stålkvalitet | Yield Strength (Mpa) | Strekkstyrke (Mpa) | Forlengelse(%) | |
| Navn | Nei. | ReH (min) | Rm(min) | A(min) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Toleranse
| STØRRELSE | Tillatt toleranse | Spesiell toleranse | ||
| OD | WT | OD | WT | |
| 4mm-20mm | ±0,25 mm | <3 mm±0,3 mm;
≥3 mm ±10 %
| ±0,05 mm | ±0,05 mm |
| 20 mm-30 mm | ±0,25 mm | ±0,08 mm | ±0,08 mm | |
| 31 mm-40 mm | ±0,25 mm | ±0,10 mm | ±0,08 mm | |
| 41 mm-49 mm | ±0,25 mm | ±0,15 mm | ±0,15 mm | |
| 50 mm-80 mm | ±0,5 % | ±0,20 mm | ±0,20 mm | |
| 81 mm-120 mm | ±0,5 % | ±0,30 mm | ±0,30 mm | |
Leveringstilstand
| Betegnelse | Symbol | Beskrivelse |
| Kald ferdig (hard) | BK(+C) | Rør gjennomgår ikke varmebehandling etter den endelige kaldformingen og har derfor en ganske høy motstand mot deformasjon |
| Kaldbehandlet (myk) | BKW | Den endelige varmebehandlingen etterfølges av kaldtrekking med begrenset deformasjon.Hensiktsmessig viderebehandling tillater en viss grad av kaldforming (f.eks. bøying, ekspansjon) |
| (+LC) | ||
| Kaldt ferdig og stressavlastet | BKS(+SR) | Varmebehandling påføres etter den siste kaldformingsprosessen.Med forbehold om hensiktsmessige bearbeidingsbetingelser, muliggjør økningen i de involverte restspenningene både forming og maskinering til en viss grad. |
| Glødet | GBK(+A) | Den siste kaldformingsprosessen etterfølges av gløding i en kontrollert atmosfære. |
| Normalisert | NBK(+N) | Den siste kaldformingsprosessen etterfølges av gløding over det øvre transformasjonspunktet i en kontrollert atmosfære. |
Leveringstilstand
| Betegnelse | Symbol | Beskrivelse |
| Kald ferdig (hard) | BK(+C) | Rør gjennomgår ikke varmebehandling etter den endelige kaldformingen og har derfor en ganske høy motstand mot deformasjon |
| Kaldbehandlet (myk) | BKW | Den endelige varmebehandlingen etterfølges av kaldtrekking med begrenset deformasjon.Hensiktsmessig viderebehandling tillater en viss grad av kaldforming (f.eks. bøying, ekspansjon) |
| (+LC) | ||
| Kaldt ferdig og stressavlastet | BKS(+SR) | Varmebehandling påføres etter den siste kaldformingsprosessen.Med forbehold om hensiktsmessige bearbeidingsbetingelser, muliggjør økningen i de involverte restspenningene både forming og maskinering til en viss grad. |
| Glødet | GBK(+A) | Den siste kaldformingsprosessen etterfølges av gløding i en kontrollert atmosfære. |
| Normalisert | NBK(+N) | Den siste kaldformingsprosessen etterfølges av gløding over det øvre transformasjonspunktet i en kontrollert atmosfære. |
| Høypresisjons stålrør på lager | ||||||||||
| OD | Tykkelse (mm) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1,5 | 6*2 | |||||||
| 8 | 8*1 | 8*1,5 | 8*2 | |||||||
| 10 | 10*1 | 10*1,5 | 10*2 | 10*2,5 | ||||||
| 12 | 12*1 | 12*1,5 | 12*2 | 12*2,5 | 12*3 | |||||
| 14 | 14*1 | 14*1,5 | 14*2 | 14*2,5 | 14*3 | |||||
| 15 | 15*1 | 15*1,5 | 15*2 | 15*2,5 | 15*3 | 15*3,5 | ||||
| 16 | 16*1 | 16*1,5 | 16*2 | 16*2,5 | 16*3 | 16*3,5 | 16*4 | 16*4,5 | ||
| 18 | 18*1 | 18*1,5 | 18*2 | 18*2,5 | 18*3 | 18*3,5 | 18*4 | 18*4,5 | ||
| 20 | 20*1 | 20*1,5 | 20*2 | 20*2,5 | 20*3 | 20*3,5 | 20*4 | 20*4,5 | 20*5 | |
| 22 | 22*1 | 22*1,5 | 22*2 | 22*2,5 | 22*3 | 22*3,5 | 22*4 | 22*4,5 | 22*5 | |
| 25 | 25*1 | 25*1,5 | 25*2 | 25*2,5 | 25*3 | 25*3,5 | 25*4 | 25*4,5 | 25*5 | |
| 28 | 28*1 | 28*1,5 | 28*2 | 28*2,5 | 28*3 | 28*3,5 | 28*4 | 28*4,5 | 28*5 | |
| 30 | 30*1 | 30*1,5 | 30*2 | 30*2,5 | 30*3 | 30*3,5 | 30*4 | 30*4,5 | 30*5 | 30*6 |
| 32 | 32*1,5 | 32*2 | 32*2,5 | 32*3 | 32*3,5 | 32*4 | 32*4,5 | 32*5 | 32*6 | |
| 34 | 34*1,5 | 34*2 | 34*2,5 | 34*3 | 34*3,5 | 34*4 | 34*4,5 | 34*5 | 34*6 | |
| 35 | 35*1,5 | 35*2 | 35*2,5 | 35*3 | 35*3,5 | 35*4 | 35*4,5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2,5 | 38*3 | 38*3,5 | 38*4 | 38*4,5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2,5 | 40*3 | 40*3,5 | 40*4 | 40*4,5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2,5 | 42*3 | 42*3,5 | 42*4 | 42*4,5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2,5 | 45*3 | 45*3,5 | 45*4 | 45*4,5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2,5 | 46*3 | 46*3,5 | 46*4 | 46*4,5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2,5 | 48*3 | 48*3,5 | 48*4 | 48*4,5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2,5 | 50*3 | 50*3,5 | 50*4 | 50*4,5 | 50*5 | 50*6 | ||
| 54 | 54*2,5 | 54*3 | 54*3,5 | 54*4 | 54*4,5 | 54*5 | 54*6 | |||
| 60 | 60*2,5 | 60*3 | 60*3,5 | 60*4 | 60*4,5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3,5 | 65*4 | 65*4,5 | 65*5 | 65*6 | ||||
| 75 | 75*3,5 | 75*4 | 75*4,5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4,5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Merk: Vi kan produsere andre størrelser etter dine krav.Overflatebehandling: Lys, galvanisert, fosfat etc. | ||||||||||
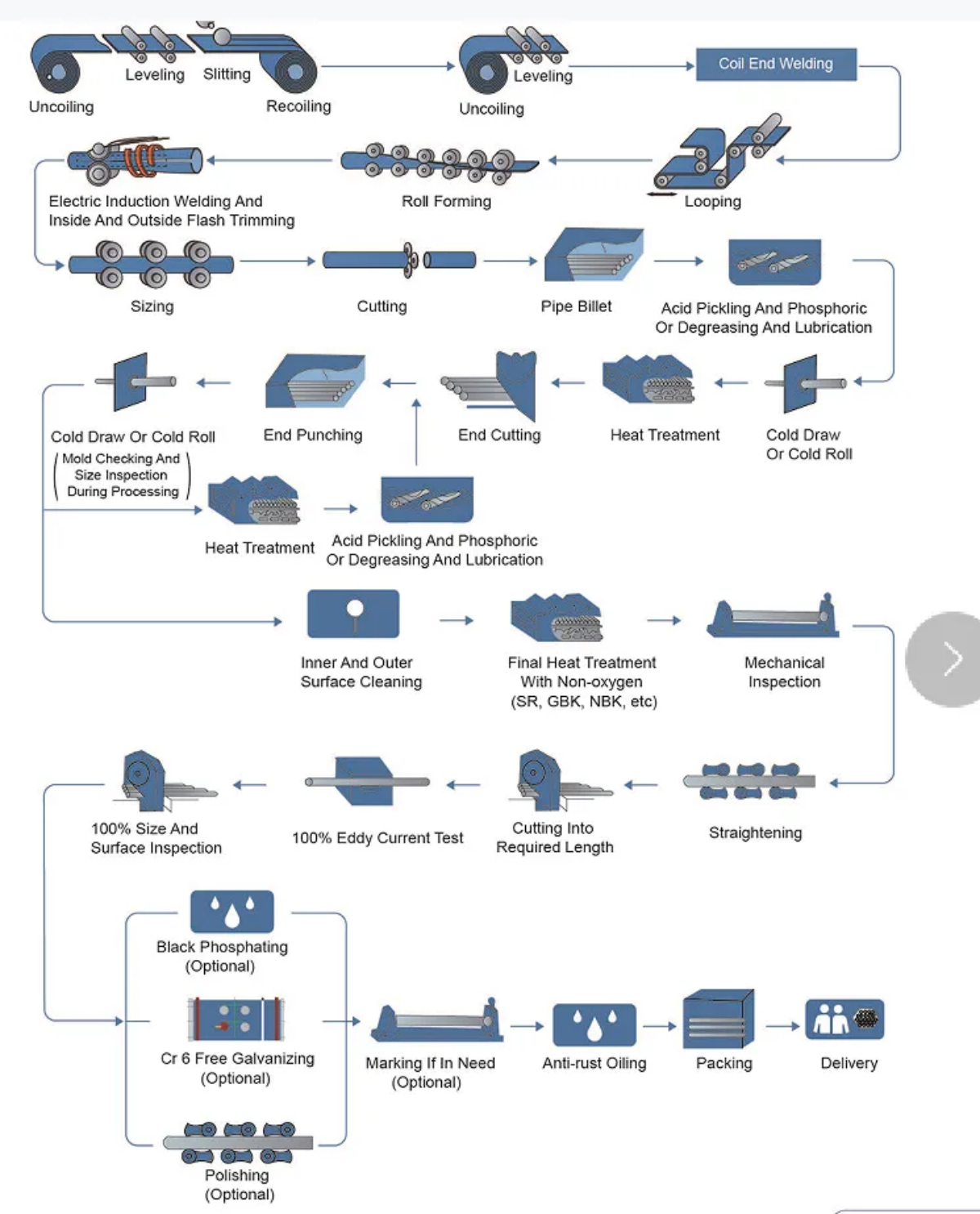
Produksjonsprosess
Fordeler

Styrk inspeksjonen av produktene i hvert produksjonsstadium, utstyrt med komplett testutstyr: ikke-destruktiv virvelstrømtesting, høytrykksmotstandstestmaskin, universell mekanisk strekktestmaskin, testmaskin for bøying av flatere fakler, renslighetsanalysator, metallelementanalysator, etc. Møt de mekaniske egenskapene til produktene, prosessytelsestest, gi en kraftig garanti for kvalifiserte produkter.
Kvalitetssikring
1. Streng i henhold til JIS G3445 Standard eller andre standarder.
2. Prøve: Prøven er gratis for test.
3. Tester: Saltspraytest/Strekktest/ Virvelstrøm/ Kjemisk sammensetningstest i henhold til kundenes forespørsel
4.Sertifikat: IATF16949, ISO9001, SGS etc.
5.EN 10204 3.1 Sertifisering





